
 2026-05-28
2026-05-28 Tűrések ezred hüvelykben mérve. Ilyen a világ precíziós CNC megmunkálási alkatrészek — számítógéppel vezérelt szerszámgépekkel előállított alkatrészek, amelyek eltávolítják az anyagot a tömör munkadarabból a pontos méretek, felületi minőség és geometriai jellemzők elérése érdekében. Az általános célú megmunkált alkatrészektől eltérően a precíziós CNC-alkatrészeket szűk tűréshatárok mellett tartják, gyakran ±0,001 hüvelyk (±0,025 mm) vagy ennél is szűkebb tűréshatáron belül, az alkalmazástól függően.
A folyamat lényege az automatizálás. A CAD-modellt G-kód utasításokká fordítják le, amelyek irányítják a tengelymozgásokat, az orsósebességeket, az előtolási sebességeket és a vágási mélységet anélkül, hogy a kézi értelmezésnek helye lenne. A forgácsolószerszám minden lépése egy meghatározott utat követ, ezért két, ugyanazon a gépen hetes különbséggel gyártott alkatrész méretben azonos. Ez az ismételhetőség az, ami miatt a CNC precíziós alkatrészek nélkülözhetetlenek a repülőgépgyártásban, az orvosi eszközökben, a robotikában, az autóiparban és az elektronikai gyártásban.
A „precíziós” alkatrészt nem csak a rajzon lévő szűkebb számok különböztetik meg a rajzon – ez a teljes gyártási környezet: hőmérséklet-szabályozott géptermek, mereven kiegyensúlyozott szerszámok, többpontos ellenőrzési protokollok és a nyers készletből származó anyagtanúsítványok. Ha egy alkatrész szerkezeti vagy funkcionális szerepet játszik egy nagyobb összeállításban, szinte mindig a precíziós CNC megmunkálás a megfelelő választás.
A különböző forgácsolási műveletek különböző geometriákat szolgálnak ki, és a legösszetettebb precíziós alkatrészekhez a folyamatok kombinációja szükséges. Annak megértése, hogy melyik művelet melyik funkciót hozza létre, segít a mérnököknek jobb rajzok készítésében, és segít a vásárlóknak okosabb kérdéseket feltenni az alkatrészek beszerzése során.
A marás forgó többpontos vágószerszámokat használ az anyag eltávolítására sík vagy kontúros felületeken, hornyokon, zsebeken és lyukakon keresztül. A 3 tengelyes marás a prizmatikus alkatrészek többségét kezeli, míg a 4 és 5 tengelyes marógépek megdönthetik a munkadarabot vagy az orsót, hogy egyetlen beállítással érjék el az alámetszéseket és az összetett ívelt geometriákat – csökkentve a rögzítési hibákat, amelyek akkor halmozódnak fel, amikor egy alkatrészt többször kell áthelyezni.
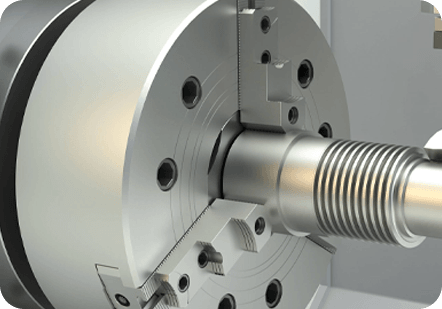
Az esztergálás a munkadarabot egy álló vágószerszámhoz forgatja, így a hengeres részek – tengelyek, perselyek, menetes kötőelemek, fúvókák és szerelvények – számára a legmegfelelőbb eljárás. A modern CNC esztergaközpontok gyakran tartalmaznak éles szerszámokat – maró- és fúrószerszámokat –, így keresztfuratok, lapok és reteszhornyok ugyanabban a műveletben adhatók hozzá anélkül, hogy az alkatrészt a maróba mozgatnák.
A svájci típusú esztergagépek a vágási zónához nagyon közel elhelyezett vezetőperselyen keresztül vezetik a hosszú, karcsú rudat. Mivel az anyagot közvetlenül a vágásnál megtámasztják, ezek a gépek kivételes kerekséget és felületi minőséget érnek el a kis átmérőjű részeken – gondoljunk csak az orvosi tűkre, fogászati implantátumokra, óraalkatrészekre és miniatűr szelepszárra. A 32 mm alatti átmérő a tipikus édes folt.
Az EDM szabályozott elektromos szikrákkal erodálja az anyagot, nem pedig mechanikus vágással. A huzalos szikraforgácsolás bonyolult 2D-profilokat vág edzett acélon, gyakorlatilag vágási erők nélkül, így ideális formaüregekhez, lyukasztószerszámokhoz és repülőgép-turbinákhoz, amelyek a hagyományos szerszámok hatására elhajlanak. Lassabb, mint a marás, de kemény anyagoknál eléri a ±0,0001 hüvelyk tűréshatárt.
Ha egy alkatrésznek egy számjegyű Ra felületi érdesség vagy szubmikron méretpontosságú sík felületre van szüksége, a felületi köszörülés átveszi a marást. A forgó csiszolókorong a milliméter ezredrészében mért mikromennyiségeket távolítja el. Az edzett szerszámacél alkatrészek és a precíziós mérőhasábok tipikus jelöltek.
Az anyagválasztás befolyásolja a megmunkálhatóságot, a végső tűrésképességet, a felületi minőséget és az alkatrész teljesítményét. A precíziós megmunkálású alkatrészhez megfelelő anyag a mechanikai követelményektől, a működési környezettől, a súlycéloktól és az utófeldolgozási igényektől függ.
| Anyag | Tipikus alkalmazások | Erősségek | Megfontolások |
|---|---|---|---|
| Alumínium 6061-T6 / 7075-T6 | Repülőgép-tartók, házak, optikai tartók | Kiváló megmunkálhatóság, könnyű súly, jó hővezető képesség | Alacsonyabb keménység, mint az acél; gyakran felületkezelésre van szükség |
| Rozsdamentes acél 303/316 | Orvosi műszerek, élelmiszeripari alkatrészek, tengeri szerelvények | Korrózióállóság, biokompatibilitás | Megmunkáláskor megkeményedik a vágás során; élesebb szerszámot igényel |
| Titanium Grade 5 (Ti-6Al-4V) | Repülési kötőelemek, ortopéd implantátumok | Magas szilárdság/tömeg arány, kiváló biokompatibilitás | A rossz hővezető képesség a szerszám kopását okozza; lassú vágási sebesség szükséges |
| sárgaréz (C360) | Szeleptestek, szerelvények, elektromos csatlakozók | Kiváló megmunkálhatóság, alacsony súrlódás, korrózióálló | Nem alkalmas magas hőmérsékletű vagy nagy szilárdságú szerkezeti szerepekhez |
| PEEK | Félvezető kezelő berendezések, orvosi eszközök | Vegyszerállóság, kiváló mechanikai tulajdonságok magas hőmérsékleten | Magas anyagköltség; gondos forgácseltávolítást igényel |
| Szénacél 4140 | Tengelyek, fogaskerekek, szerszámtartók | Nagy szilárdság, jó megmunkálhatóság edzés előtt | Érzékeny a korrózióra; gyakran bevonatot igényel |
Profi tipp rendeléskor: mindig kérjen anyagtanúsítványt (más néven malomtanúsítványt vagy megfelelőségi tanúsítványt) az alkatrészekhez. Ez a dokumentum megerősíti, hogy a nyersanyag megfelel a megadott ötvözet-összetételnek és mechanikai tulajdonságoknak – ez a repülési, egészségügyi és védelmi ellátási láncok nem alku tárgya.
A precíziós megmunkálású alkatrészek mindenhol megjelennek, ahol a meghibásodás nem választható, vagy ahol az összeszerelési hézagokat mikronban mérik. A következő iparágak képviselik a CNC precíziós alkatrészek legnagyobb volumenű és legigényesebb felhasználóit.
A turbinalapátok, a működtető szerkezetek, a futómű alkatrészek és a szerkezeti konzolok szigorú geometriai tűréseket és teljes anyagkövethetőséget igényelnek. Az űrrepülési CNC alkatrészeket általában repülőgépipari minőségű alumíniumötvözetekből, titánból és magas hőmérsékletű nikkelötvözetekből készítik. Az AS9100 minőségirányítási tanúsítvány az alapkövetelmény a beszállítók számára ebben a szektorban.
A sebészeti műszereknek, ortopédiai implantátumoknak és diagnosztikai berendezések házainak meg kell felelniük az ISO 13485 minőségi szabványoknak és a beültethető eszközök esetében a teljes biológiai kompatibilitási követelményeknek. Az orvosi CNC precíziós alkatrészek gyakran 316 literes rozsdamentes acélból vagy 5-ös fokozatú titánból készülnek, és tiszta helyiség kezelést, sorjamentes éleket és a nyersanyag hőszámára való visszavezethetőséget igényelnek.
A motor alkatrészei, sebességváltó-alkatrészei, felfüggesztési láncszemei és fékrendszer-alkatrészei a precíziós CNC-megmunkálástól függenek a méretkonzisztencia érdekében a nagy gyártási mennyiségek esetén. A motorsport-alkalmazásokban a súlycsökkentés az anyagokat az alumínium és a titán felé tolja, míg a csapágyfuratok és a szelepülékek tűrése ±0,005 mm vagy annál jobb.
A félvezető lapkakezelő robotokhoz, a PCB-tesztelemekhez és a hűtőborda-szerelvényekhez nem mágneses, méretstabil precíziós alkatrészekre van szükség. Itt széles körben használják az alumíniumot és a PEEK-et. Az illeszkedő felületek síkossági és párhuzamossági tűréseit gyakran egyszámjegyű mikron tartományban adják meg, hogy biztosítsák a megfelelő hőkontaktust vagy elektromos szigetelést.
A robotcsuklók, a szervomotorházak, a lineáris mozgású kocsik és a véghajtómű alkatrészei precíziós megmunkálásúak, hogy megőrizzék a pozíció pontosságát több millió cikluson keresztül. A megmunkált kötésben lévő bármilyen dimenziós lejtés közvetlenül a szerszámcsúcs helyi hibáját jelenti, ezért a precíziós CNC-alkatrészek a modern ipari robotok teljesítményének alapjai.

Beszállító kiválasztása precíziós CNC megmunkálási alkatrészek minőségi döntés éppúgy, mint árdöntés. Egy alacsony árajánlat egy olyan üzlettől, amely nem rendelkezik a tűréshatárok betartásához szükséges felszereléssel vagy minőségbiztosítási rendszerrel, többe kerül az elutasított alkatrészek, késések és újrabeszerzések miatt, mint egy kicsit magasabb árajánlat egy alkalmas partnertől. Íme, mit kell nézni:
A precíziós CNC megmunkálású alkatrészek költségének legnagyobb emelője maga a rajz. Azok a mérnökök, akik megértik a megmunkálási korlátokat, olyan alkatrészeket tervezhetnek, amelyek gyorsabban gyárthatók, könnyebben ellenőrizhetők és kisebb valószínűséggel keletkeznek selejt – anélkül, hogy feladnák a funkcionális teljesítményt.
A precíziós alkatrészeknél az egyik leggyakoribb költségtényező a túltűrés. Ha a ±0,050 mm-es tűrés funkcionálisan elegendő, a ±0,005 mm-es kiírás megkétszerezi vagy megháromszorozza a megmunkálási időt, és további ellenőrzési lépéseket indít el. Fenntartson szűk tűréseket azokhoz a funkciókhoz, amelyek ténylegesen illeszkednek más alkatrészekhez, terheket hordoznak vagy tömítőfelületeket hoznak létre. Minden másnak a leglazább tűréshatárt kell viselnie, ami még mindig működik.
A kis padlósugárral rendelkező mély zsebekhez kis átmérőjű szármarókra van szükség, amelyek törékenyek, lassúak és költségesek. Egy 50 mm mély, 1 mm-es saroksugárral rendelkező zseb megmunkálása ötször többe kerülhet, mint egy 3 mm-es saroksugarú zseb megmunkálása. Amikor csak lehetséges, tervezze meg a belső sugarakat a szabványos szerszámátmérőknek megfelelően, és korlátozza a mélység-szélesség arányt 4:1-nél nem nagyobbra.
Minden alkalommal, amikor egy alkatrészt kioldanak és áthelyeznek, fennáll a halmozott helyzeti hiba veszélye. Ha egy alkatrész négy helyett egy vagy két összeállításban teljesen megmunkálható, pontosabb, gyorsabban gyártható és olcsóbb lesz. Gondolja át, hogyan lesz rögzítve az alkatrész, ha több felületre helyezi el a funkciókat.
A nem szabványos menetformák és a páratlan furatátmérők speciális szerszámokat igényelnek, amelyekkel a megmunkálóknak nincs raktáron. Az általános metrikus vagy egységes menetméretekre (M3, M4, M6 vagy #4-40, #6-32, 1/4-20) való szabványosítás alacsonyan tartja a szerszámköltségeket és rövid az átfutási időket. Ugyanez a logika vonatkozik a dörzsáros furatokra is – a szabványos dörzsárátmérő, például 6H7 vagy 8H7 megadásával elkerülhető az egyedi szerszámrendelés.
A nyers megmunkálású alumínium oxidálódik. Acél rozsda. Még a rozsdamentes acél is korrodálhat agresszív környezetben. Az utófeldolgozás során a megmunkált nyersdarab gyártásra kész alkatrész lesz, amely korrózióállóságot, kopásállóságot, keménységet vagy kozmetikai felületet ad hozzá.
A precíziósan megmunkált alkatrész csak annyira jó, amennyire a mérés megerősíti, hogy a tűréshatáron belül van. A minőség-ellenőrzés egy komoly CNC precíziós műhelyben nem egy végső kapu a gyártás végén – minden lépésbe bele van szőve.
Folyamat közbeni ellenőrzés mérőrendszereket használ magán a szerszámgépen, hogy megmérje a kritikus jellemzőket a ciklus közepén, és automatikusan kompenzálja a szerszámkopást. Ez felfogja az elsodródást, mielőtt a tűréshatáron kívüli alkatrészeket gyártana. A gépen kívüli ellenőrzés CMM-eket (koordináta mérőgépeket) használ az összetett 3D geometria ellenőrzésére az eredeti CAD-modellhez képest, és formális vizsgálati jelentést készít, amely minden kritikus jellemző esetében tényleges és névleges méreteket tartalmaz.
A szabályozott ellátási láncok esetében a teljes minőségi csomag jellemzően a következőket tartalmazza: méretellenőrzési jegyzőkönyvek, anyagtanúsítványok, felületvizsgálat (felületi érdesség mérése, sorja-vizsgálat), valamint minőségügyi mérnök által aláírt megfelelőségi tanúsítvány. Egyes szerződésekhez statisztikai folyamat-ellenőrzési (SPC) adatok is szükségesek, amelyek azt mutatják, hogy a gyártási folyamat stabil a teljes futamidő alatt – nem csak azt, hogy néhány mintadarab a tűréshatáron belül volt.
Fenglan az Precíziós elektromos alkatrészek gyártója Kínában, Precíziós autóalkatrész-gyártók és Ipari precíziós alkatrész-beszállítók. Az Ön megbízható partnere az alkatrész- és alkatrészgyártásban 2010 óta
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kína
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kína  Adatvédelem
Adatvédelem



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






